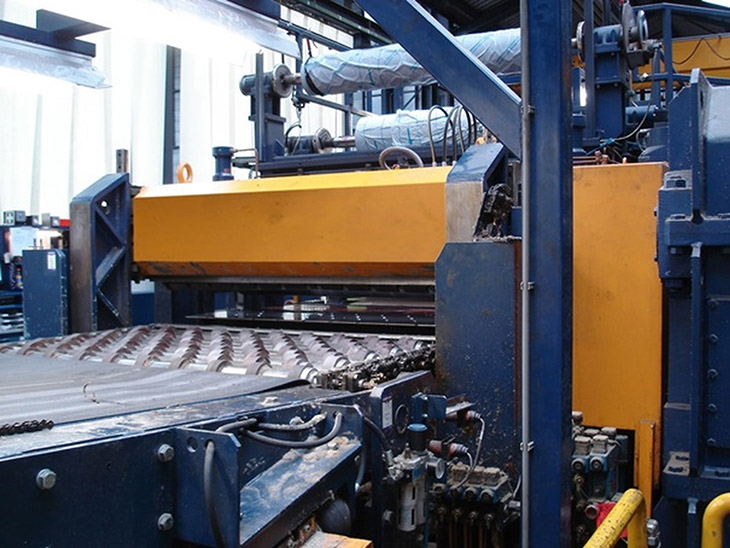
Minimal downtime during modification: Extensive modernisation of drives and controls of a cut-to-length line with eccentric shears
With over 75 years of know-how, MCB offers an extensive and complete portfolio of steel, stainless steel, aluminium and non-ferrous metals. In May 2017, the MCB Nederland B.V. branch needed to modernise a plant because the manufacturer of the plant no longer provided the necessary service for the installed controls and the procurement of spare parts became increasingly difficult. DAA DELTA Technik GmbH, a subsidiary of the b+s group, was therefore commissioned to modernise the drives and controls of the DE003 cut-to-length line with eccentric shears. After the design phase, the automation experts carried out a comprehensive process analysis. All functional sequences, the entire data exchange between the systems and the operating sequences were recorded along the production line. Particularly critical process parameters were recorded and analyzed using an iba PDA system (Process Data Acquisition), which was specially installed for this purpose. In this way, the new drives and controls as well as the associated software could be tailored to the process requirements in the best possible way in advance of the rebuild.
“Our cut-to-length line DE003 is a key line of our factory,” reports René Beerkens, Manager Technical Service at MCB. “The technical expertise of DELTA Technik convinced us from the beginning. The presented modernisation concept was based on our ideas regarding the most modern technology, open systems, very good ease of operation and maintainability, and the best possible shutdown and modernisation scenario”. The modernisation of the cut-to-length line was carried out in two steps. Due to the foresighted and efficient planning of DELTA Technik first material could be run at the beginning of the second week of the first modernisation step. The cutting qualities and cutting accuracies were always of sales quality from the beginning of the commissioning. These extremely positive experiences prompted MCB and DELTA Technik to significantly reduce the planned duration of the second rebuild stage.
First modification phase with replacement of the control panels
The first modernisation step included the regenerative rectifier unit of the eccentric shear, the capacitor bank for buffering the DC link voltage, the two inverters of the two shear motors, the controls of the eccentric shear and the drive controls of the entire cut-to-length line, which were still running on a Simadyn D platform. “In this phase we had to replace complete cabinets,” explains Frank Mehlich, Managing Director of DAA DELTA Technik GmbH. “The cabinets of the cut-to-length line DE003 at MCB are installed in a container with cabinets on both sides”. Accordingly, the space is limited and accordingly difficult were the disassembly of the existing cabinets and especially the insertion and installation of the new cabinets. DELTA Technik solved this problem with the help of a rail system specifically designed for the space of the cabinet container. Thus, the new cabinets could be placed as a prefabricated and tested unit in front of the container on the rails, to be then "simply" inserted into the container. The disassembly and assembly of the cabinets took only a few days. Parallel to this, the hardware of the drive controls of the cut-to-length line was modified. This was followed by the installation of the new software for the drive controls and the new software for the eccentric shear. Afterwards the I/O-Check could be carried out and the cold commissioning started.
“The special challenge of controlling an eccentric shear lies in the cutting process. The eccentric shear can be operated in synchronous, over- or under-synchronous mode,” explains Mehlich. “In synchronous operation, the average speed of the eccentric shear is equal to the material speed, slower in over-synchronous operation and faster in under-synchronous operation. The latter is necessary, for example, for very short plates.” In addition, the eccentric shear can be operated in a start-stop mode for the production of very long plates. In this mode, the eccentric shear is accelerated from a standstill, then synchronized to material speed, accelerated away from the material after the cut and finally positioned on the stop position.
Second rebuild phase with component based modernisation
The second step of the modernisation of the cut-to-length line included the rectifier unit of the line drives and the inverters of the line drives, the levellers, the trimming shear, the scrap chopper and the stacking machine, as well as the converters of all other speed-controlled drives, such as, for example the gap and tilt adjustments of the levellers, the width adjustment of the trimming shear, the side guides and the length stops. “The shutdown started on a late Friday afternoon and lasted until the following Sunday,” says Mehlich. “Afterwards, the I/O-Check could be carried out, the inverters and converters were parameterised and the cold commissioning started.” The implementation in this step was based on the replacement of components in the existing cabinets, since the components are distributed in several cabinets. I.e., the components to be replaced were removed from the existing control panels in the cabinet container and the new components installed at their locations. Since the new components deviated in size and in the location of their cable terminals from the old components, extensive customisation work, especially wiring work, became necessary.
After the modernisation of the drives and controls of the cut-to-length line, the line is now equipped with advanced automation technology. “We only use components of well-known manufacturers that are freely available on the market,” explains Mehlich. “When implementing the drive- and control-software, DELTA Technik attaches the utmost importance to a clear structure of this software in order to provide customers with the simplest possible maintenance of their lines”. All software is open and freely accessible to the maintenance personnel.
Reduced plant downtime and prompt commissioning
The originally scheduled shutdowns for the modernisation of the cut-to-length line in two steps were significantly reduced by DELTA Technik. Contrary to the original plan to carry out the installation work over a several-week shutdown in a one-shift scheme, MCB and DELTA Technik agreed on a three-day shutdown with a three-shift scheme. This was done against the background of a very high production utilization of the cut-to-length line and the very good experiences made with the first modernisation step. Further optimisation work was virtually unnecessary. Nevertheless DELTA Technik carried out a corresponding production support after the completed modernisation.
With the successful modernisation of the drives and control systems, MCB now has again a high-precision, highly productive, future-proof and easy-to-maintain cut-to-length line DE003. “Our expectations were fulfilled in every respect and often even exceeded,” Beerkens sums up. “The line shutdown could even be significantly reduced compared to the original planning. Our operators took over the modernised line almost intuitively without significant instruction. From the beginning of commissioning, good quality sheets were produced. Due to the excellent preparation, the line was already at full production level again for the planned production start”. Thanks to the positive experiences, a modernisation of the DE004 cut-to-length line at MCB under the supervision of DELTA Technik is also planned.
(Additional information is available on the Internet: www.mcb.eu, www.b-s-germany.de and www.deltatechnik.com)