With impact extrusion, up to five times more parts can be made than with deep drawing, while the material utilization is also much higher
Göppingen, 10 July, 2020 – Schuler is well-known for supplying systems forming structural and body parts made of high-strength steel, aluminum and composites. This lightweight technology is also used for electric vehicles. However, Schuler offers equipment for the manufacture of electric motors’ cores, too: the laminations. Besides that, the battery cases at the heart of the electric vehicle can also be produced with Schuler solutions.
“Generally speaking, there are two ways to make prismatic battery cans”, Schuler’s Markus Röver recently explained at a virtual battery exhibition of the German Mechanical Engineering Industry Association (VDMA): “Either you start with a coil of sheet metal and stamp a blank out of it in order to form the cell case by deep drawing, or you start with a piece of aluminum called slug.”
Yet, in the first case, fabricators can only exploit a part of the metal strip depending on the size of the blank and the coil width. “Here, you can achieve a utilization of 65 percent, which means that 35 percent of your metal goes back to the scrap”, illustrates Röver, who is Head of Sales E-Mobility at Schuler. “You also have to do quite a lot of complex productions steps which will limit the output, since you also have to transfer the part from one forming station to the other.”
In the second process, the aluminum slug is utilized almost in its entirety. Thanks to the impact extrusion process, the prismatic case is produced in one shot, only followed by wall-ironing to achieve the final geometry and a trimming operation. “This is a solution which is really applicable for the mass production of 20 or 30 million parts per year”, Röver points out. While deep drawn cases can reach a production rate of 20 to 30 strokes per minute, impact extrusion can achieve an output of up to 100: “And the cost to performance ratio is better because you need less operators and a smaller footprint.”
More than 700 presses with this technology sold
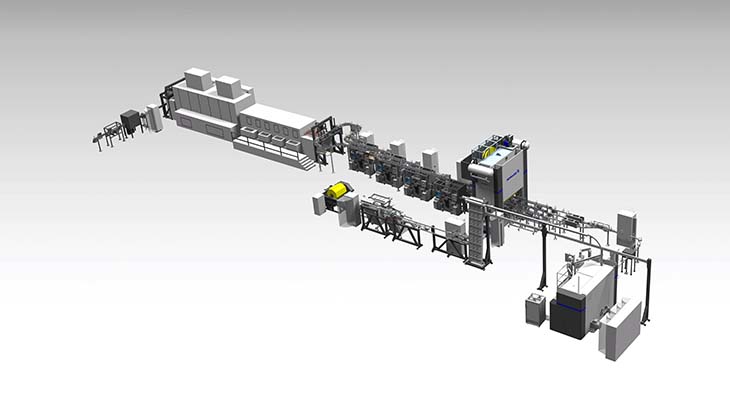
With impact extrusion, the slug is punched into a die, resulting in the aluminum flowing backwards. Schuler has sold more than 700 presses with this technology, when the company started to apply it also for the manufacture of batteries about four years ago. The thickness of the can is reduced by means of wall-ironing in the next step. Thus, the geometry is calibrated at the same time. Trimming is done by cutting from the inside of the container, so that the burr is on the outside. In this way, the content is not damaged when it is filled into the battery later on. Since a lubricant has been applied to the slug in the beginning of the process, the cans have to be washed and dried at the end of the line. The geometry and surface of the final product is finally inspected by cameras.
“In our R&D department, we can do a simulation of new sizes, geometries and materials of the cells”, Röver adds. Schuler supplies the production line as a turn-key solution including tools, integrated control unit and full service. According to the company’s Smart Press Shop concept, each of the machines in the line is connected to a data loft. The information about runtime and from visual inspection can be used for applications like process monitoring and preventive maintenance, for instance.
Each battery case also needs a lid, which is manufactured in a stamping operation. “The part itself is not very complicated”, Röver says, “but in the downstream process a lot of assembly work has to be done.” However, some steps can be integrated into the forming process – the burst valve, for example: “Usually, a foil is applied here. But the metal can also be made to pop up at a defined pressure: by stamping a corresponding geometry into the lid.” This is possible at high speeds, e.g., on a Schuler 200-metric-ton stamping press.